
Originalt bilde av BOP


Originalt bilde av hoveddelene etter oppløsningen av BOP
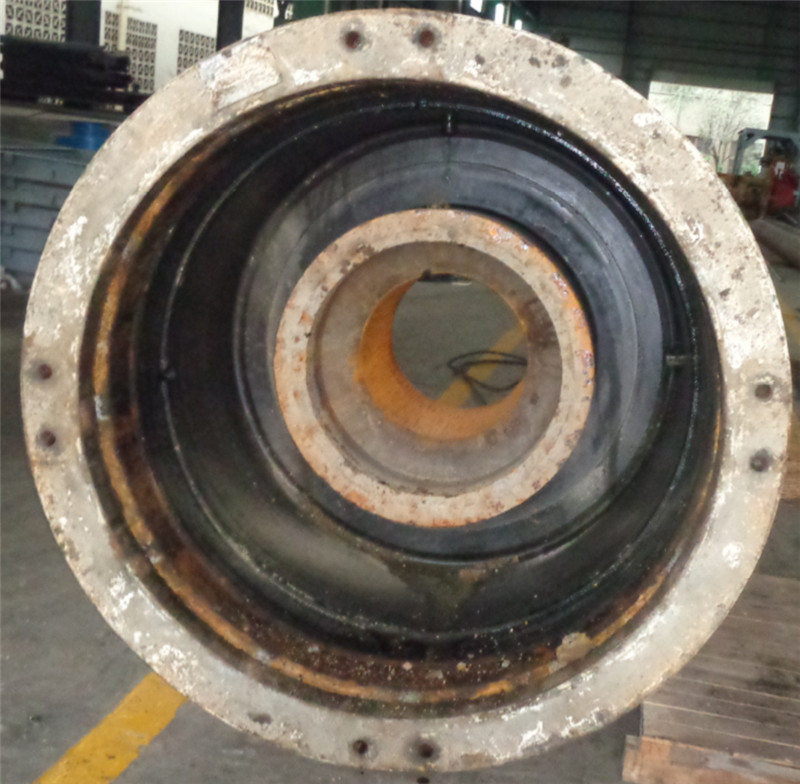



Bilder av størrelsesinspeksjon og feildeteksjon av hoveddeler


Inspeksjonen fant at diameteren på hullstørrelsen på skallet og toppdekselet oversteg standarden og måtte repareres ved overleggssveising
Bilder av feildeteksjon av hoveddeler



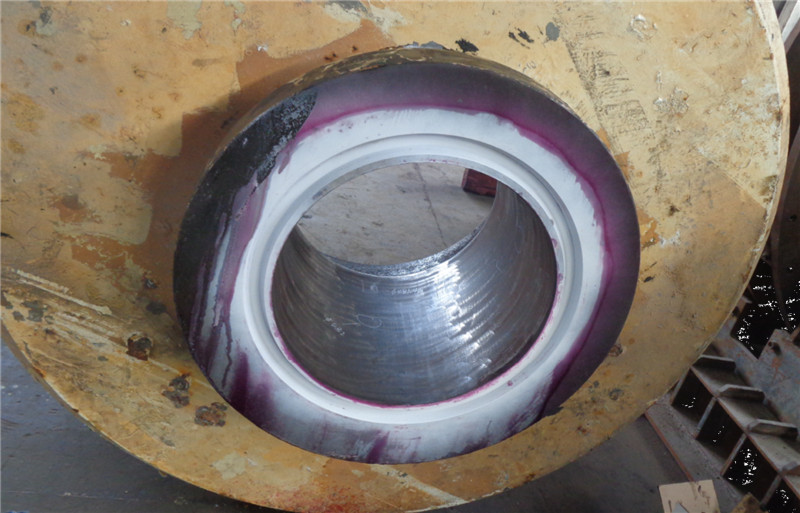
Bilder av korrosjonsgroper og belastningsreparasjoner av sylindriske tetningsflater i skallet flytende sylinder



Det er to sirkler med tette korrosjonsgrop-defekter rundt omkretsen av den sylindriske tetningsflaten i skallet. Bilder av harddekke reparasjoner av korrosjonsgroper.
Bilder av de reparerte korrosjonsgropene og gjennomgående hull på den indre sylindriske tetningsflaten til sylinderskallet



Inspektøren fant at diameteren på karosseriet oversteg standarden, og det var mange tette mindre tøyninger og korrosjonsgroper i porthulrommet.
Bilder av takdiameterhull og bøylespor reparert



Bilde av den sfæriske tetningsflaten på toppdekselet og stålringsporet, diameterhull og gjenget hull etter reparasjon.

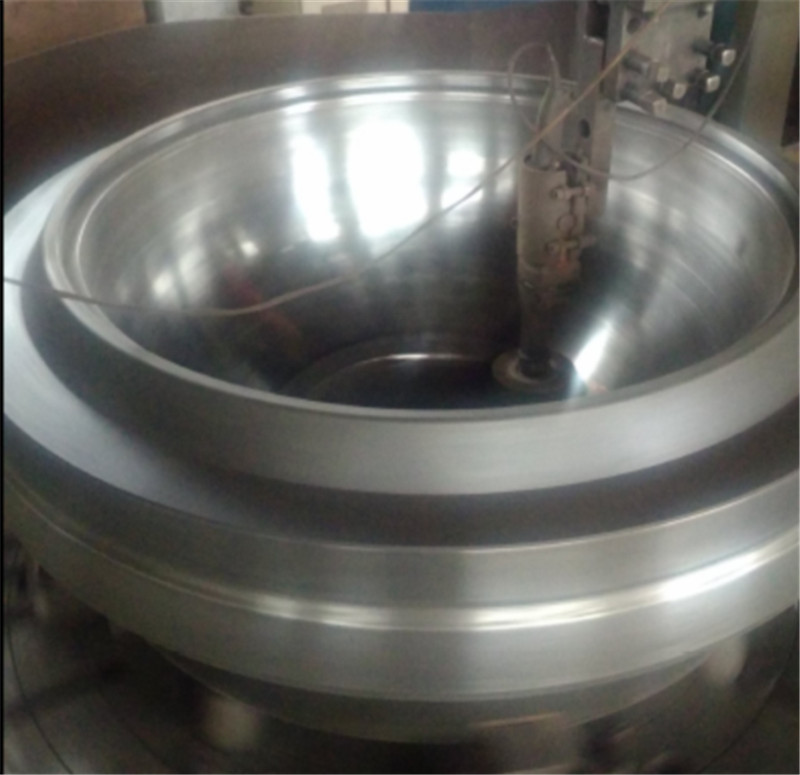

Etter polering ble det funnet at det var mange korrosjonsgroper og tøyningsfeil i den sfæriske tetningsflaten på toppdekselet.
Etter reparasjon sveise reparasjon, og på en dreiebenk for å bearbeide den indre sfæriske overflaten.
Etter reparasjon, rengjør tråden med en wirekran på det gjengede hullet på toppdekselet.
Stempelreparasjonsbilde


De små korrosjonsgropene og tøyningene på tetningsflaten til stempelet repareres og sveises og poleres på dreiebenken etter sveising.

Bilder etter fiksing
Montering og trykktest og ferdige bilder


